貼合工程スケジュールの作成
引き続き、スケジューラーを使用して、コルゲーター用の貼合計画を作成します。
スケジューラーの豊富な機能を知っていただくために、いろいろな機能をご紹介しながら進めていきます。実際の計画作業はもっとシンプルです。正確に設定して、マクロプログラムの本番用を動かせば一瞬で終わってしまいます。それではプログラムの説明になりませんから処理の流れを中心に、必要設定項目やマニュアル操作について説明していきます。
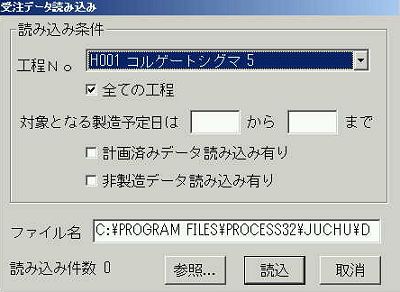
[P0040] 編集メニューから表示データ削除を選ぶと、データはクリアされます。そこで、また受注データを読み込みました。今度は、貼合工程スケジュールを作成します。H001のコルゲーターで、製造日は11月29日です。
[P0041] 読み込まれたらプログラムメニューから貼合工程スケジュールを選択します。選択して開いた段階です。「コルゲート分選択 他除く」を実行します。これは現在選択されている1000件のデータからコルゲートがあるものを選択して、ないものは消すためのプログラムです。
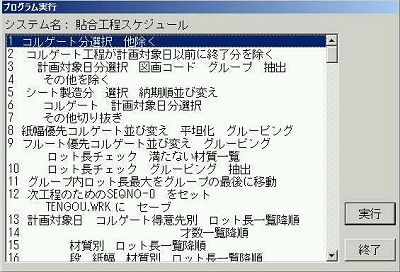
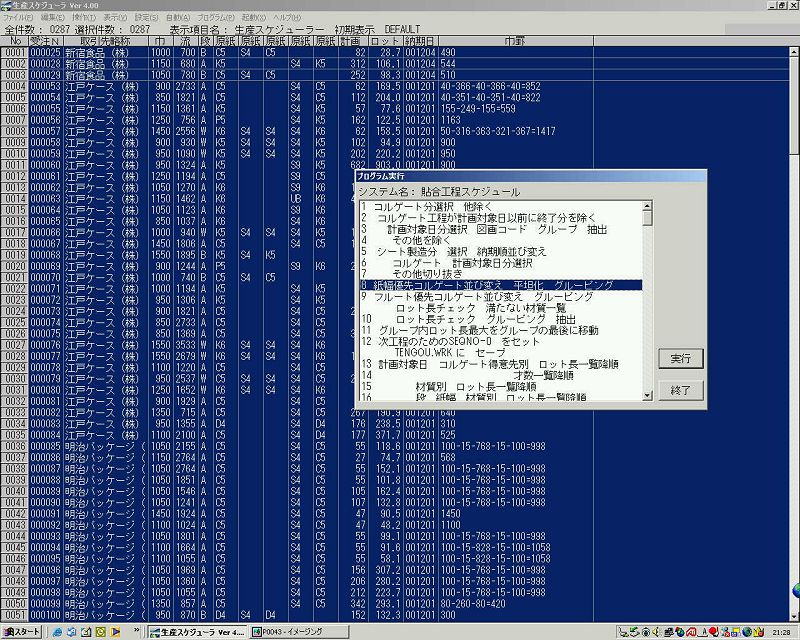
次はコルゲート工程が計画対象日以前に終了分を除きます。これはまだ未生産か生産途中ですが、とりあえずコルゲート工程がすんでいないものだけを残すためです。そして、計画対象日分選択 図面コード グループ抽出その他切抜き。
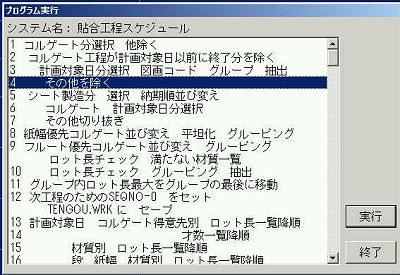
[P0042] 今日生産分の同一の製品が、複数あって、その日付が違うものを選び出しました。毎日、同じ製品を続けているものは、ここでチェックします。
[P0043] デフォルトの画面に戻しました。
最初にNOがあります。これは1から101までの番号になっています。番号の前のアスタリスクマークは、今日の生産分ではないものを表わします。毎日すこしづつ一定量作るかどうか、生産予定日を変更することもできます。
次は、取引先名称 巾 流 段 原紙コード1−5 計画数 ロット長納期日 巾罫の順で表示されています。
[P0044] 11月30日分の当日コルゲート分が選択されています。
11月29日のデータ量が少ないからです。(39件) ここでは計画対象日を11月30日にかえてあります。(287件)これは、サンプルデータの選び方によるものです。ある期間のデータを無作為に抜き出すため、その両端はある程度それを意識しないと、テストに適さないことがあります。意識的に計画対象日を変えたわけではありません.全体計画は11月29日の計画対象日で、第1工程の貼合計画は11月30日、第2工程の製函印刷は12月1日、出荷配送計画は12月1日か2日のデータで行うのも理にかなっています。これから紙巾優先コルゲート並び替え、平坦化、グルーピングを行います。
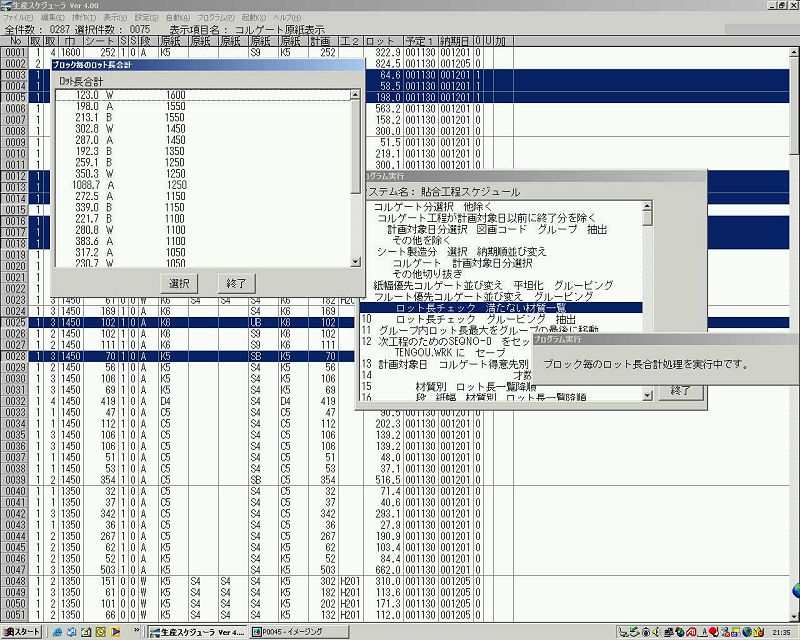
[P0045] 並び替えが終了しました。これは、紙巾優先ですから、フルート優先とは違い、できるだけ同じ紙巾の紙が続くように並べ替えを行います。
[P0049] 紙巾優先コルゲート並び替え 平坦化 グルーピングの プログラム設定画面です。
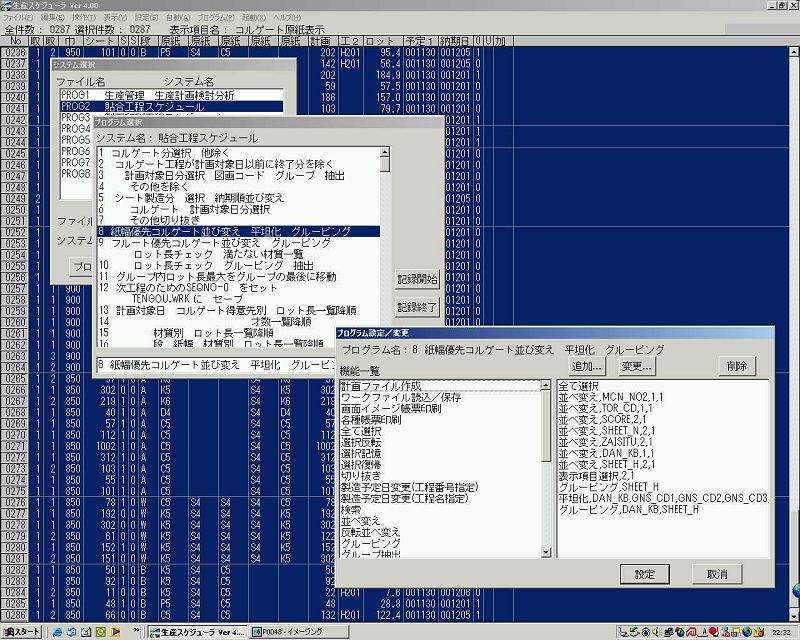
最優先は紙巾です、そして次々に、段区分、材質コード、シート流れ、スコア、取引先、次工程と並べ替えの優先順位が下がります。前の並び替えの結果を崩さないタイプの並び替えを使用しています。優先順位が低いほうから先に並び替えを行っていきます。最終的に平坦化という、紙のチェンジを最小にする最適化アルゴリズムを使用します。
[P0050] 設定の貼合用自動処理設定のなかの、貼合用環境設定です。こちらでは、コルゲーターの制約である、最小製造単位や、そこの工場の扱う取り揃えているダンボール原紙の情報をあらかじめ設定しておきます。これらの情報を知識として活用して、自動スケジュールが行われます。
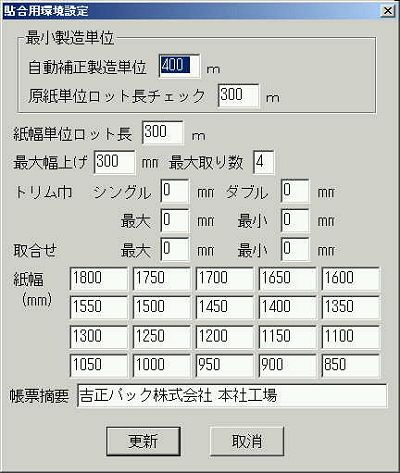
最小製造単位としての自動補正製造単位はここでは400mとなっています。足りないものは400mになるまで補正するという意味です。足りないものは、原紙単位のつながりで300mあればよいとして、それ以下のものを400mになるまで補正します。
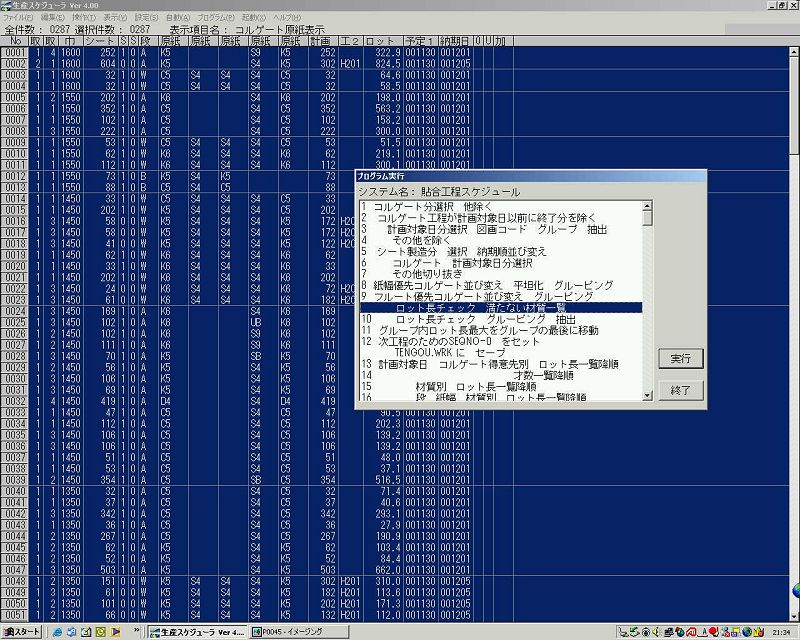
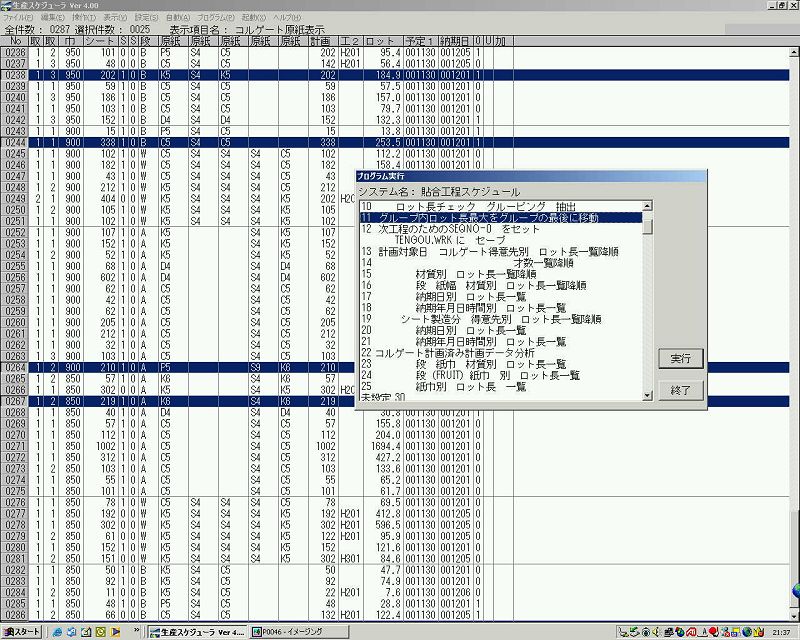
[P0046] 主画面に戻して、ロット長チェック、ロット長が規定の300mに満たない材質一覧を行いました。
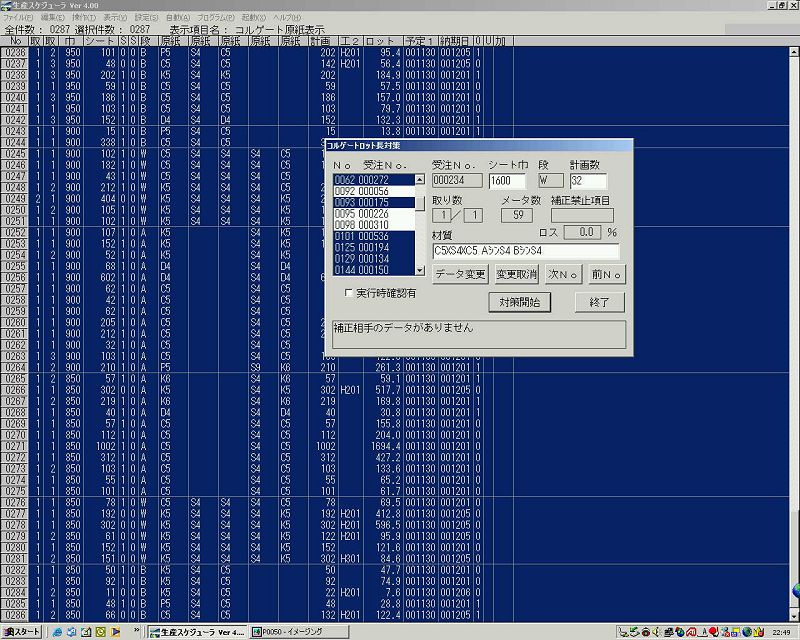
[P0051] 自動メニューからコルゲートロット長対策処理を実行しました。受注NO00234のデータはシート巾1600mmです。計画数32でメーター数59mしかありません。コンピューターはダイアログボックスの下の欄に「補正相手のデータがありません」というメッセージを出しています。対策開始のボタンを押します。ここではロット長対策の操作をこれ以上説明しません。自動処理でほとんどができてしまいますが、ロスなしでは絶対つくれないオーダーもあります。ここでは、スケジューラーの流れをごらんください。
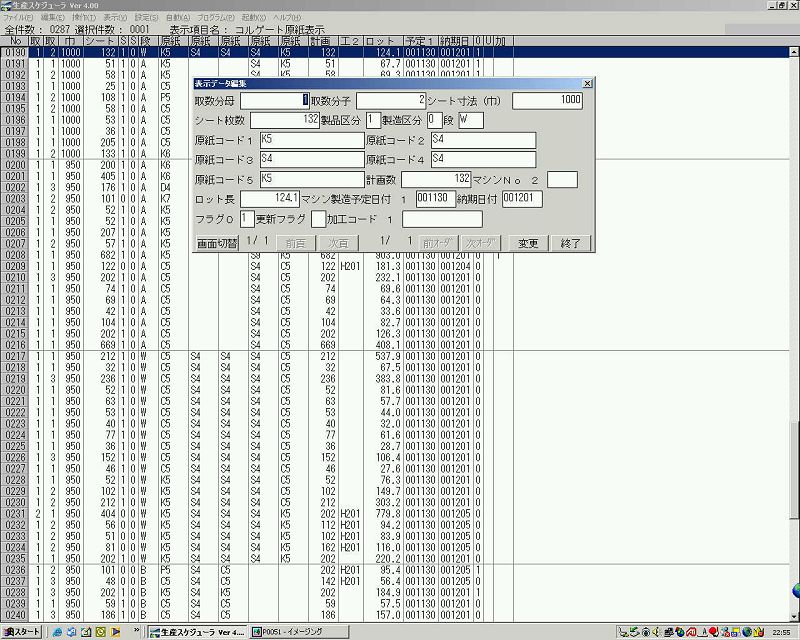
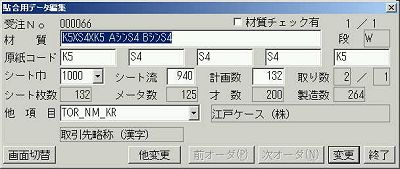
[P0052] 指定されているデータをダブルクリックすることで、データ編集用の表示データ変更用ダイアログボックスを開くことができます。これを使用してデータの編集を行うことができます。
[P0053] 上図のダイアログボックスで、貼合用データ編集画面を選択しました。すると、ダイアログボックスはこの表示に切り替わります。こちらは、ダンボールの貼合計画のロット長対策で、マニュアルによる紙巾変更や材質変更を合わせる候補を探してするとき便利です。
[P0047] 補正が終了したら、グループ内ロット長最大をグループ最後に移動します。最後の紙巾変更の前の製造時間が一番長いようにして、紙巾変更時にダンボール原紙を3本−5本一度に交換のための時間をできるだけ長くしておきます。
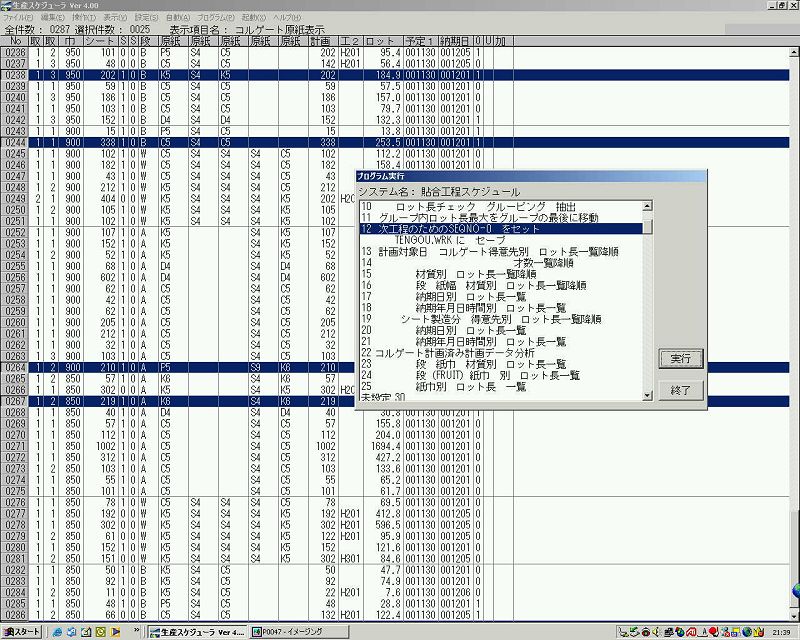
[P0048] 次工程のためのSEQ−NOをセット。製缶印刷のスケジュールをおこなったときに、前工程のコルゲートの製作順が重要だからです。
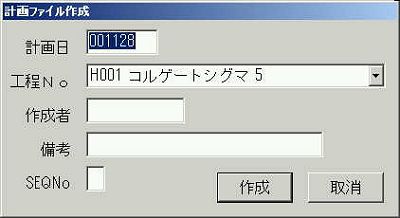
[P0054] ファイルメニューから「計画ファイル作成」を選び、完成した計画をつくっておきます。これからNCデータ等をつくることができます。また、コルゲート計画を使用した、各種工程用作業指示書を出すことができます。